La capacità produttiva cresce dell'850% con solo l'80% di macchine in più
Sewtec Automation, leader mondiale nelle forniture di sistemi di produzione e imballaggio per il settore dei beni di consumo a movimentazione rapida, ha incrementato drasticamente la propria produzione con l'acquisto di 5 macchine utensili HAAS dotate di sonde a contatto Renishaw e con l'adozione di un nuovo sistema di turni di lavoro.

Sewtec Automation è riuscita a ottenere il risultato a cui aspirano moltissime società occidentali: raggiungere l'eccellenza in un settore specialistico, garantendo prodotti e servizi di livello superiore. Bernard Meehan dispone dell'esperienza accumulata in anni di lavoro come ingegnere alla quale unisce una notevole capacità analitica che gli consente di dare il giusto valore alle cifre: "I dispositivi Sewtec vengono oggi installati non solo nel Regno Unito, ma in tutto il mondo: Cina, Russia, Polonia, Paesi Bassi, Belgio e Bulgaria. I nostri clienti sono per la maggior parte aziende internazionali che si espandono nei mercati in via di sviluppo e che devono garantire standard di altissimo livello per quanto riguarda qualità e affidabilità dei prodotti fabbricati negli stabilimenti delle varie aree del mondo. L'aumento della domanda e il mutare del tipo di ordinazioni ci hanno portato a modificare il nostro approccio alla produzione dei pezzi lavorati".
Il Production Manager, Jerry Elsy, è stato uno dei protagonisti del cambiamento e ha una visione molto chiara del suo ruolo: "È necessario capire che i clienti di Sewtec non si aspettano da noi semplici "lavorazioni". Ciò che ci distingue è la qualità dei pezzi finiti, dalla cura design, all'affidabilità fino all'attenzione dedicata all'assemblaggio e all'installazione. Quando si tratta di lavorare i pezzi, ci affidiamo spesso a contoterzisti locali che collaborano con noi da molti anni con grande soddisfazione reciproca. Tuttavia, l'aumento dell'attività ha richiesto un intervento per ridurre i costi e, per tale ragione, abbiamo iniziato a produrre internamente buona parte dei pezzi".
In passato ci volevano anche 1,5 ore per impostare un lavoro che richiedeva complessivamente 4,5 ore di lavorazione. Si trattava di un rapporto inaccettabile. Ora, riusciamo a eseguire le stesse impostazioni in 10 minuti, recuperando 1 ora e 20 minuti che possiamo dedicare ad attività remunerative di taglio. Se a tutto questo si uniscono l'incremento di prestazioni derivante dalle nuove macchine HAAS e l'aumento di ore lavorative, si capisce come sia stato possibile aumentare la produttività dell'850% con sole cinque macchine in più".
Sewtec Automation (Regno Unito)
Progettazione e lavorazioni di elevato valore
Sapendo che i pezzi progettati saranno in genere prodotti internamente, i tecnici di Sewtec sono in grado di adattare le specifiche dei vari elementi alle capacità delle macchine. Un elemento importante di questo processo è l'applicazione di un metodo sistematico per mantenere le funzioni base del pezzo, riducendo al contempo i costi, utilizzando approcci diversi alla produzione. La verifica dei progetti è un fattore critico per il controllo dei processi ed evita che l'eccessiva attenzione al progetto su cui lavorano i tecnici possa far trascurare altri aspetti del progetto.
I tecnici cambiano i processi per ridurre il numero di operazioni di lavorazione e tentare di raggiungere l'obiettivo ideale di produrre tutti pezzi perfetti "al primo colpo" e al tempo stesso di lavorare più pezzi contemporaneamente. Entrambi gli obiettivi possono essere realizzati solo tramite il feedback ottenuto dalle sonde a contatto Renishaw montate a mandrino, che consentono alla macchina di utilizzare le funzioni di spostamento origine e mettere in correlazione i nuovi pezzi con quelli lavorati in precedenza dopo l'indicizzazione.
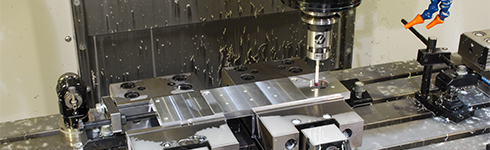
Un buon esempio di quanto detto è un tirante a occhiello che è stato ridisegnato in modo da poter essere finito con 3 operazioni, tutte svolte nella stessa macchina e con un'unica serie di elementi di fissaggio. Le billette grezze di materiale vengono caricate in pochi minuti, dopodichè la sonda a contatto Renishaw montata a mandrino consente di trovare la posizione precisa della billetta e di impostare gli offset del pezzo a cui fa riferimento il programma di lavorazione. Al termine di tale operazione, l'operatore sposta il pezzo sull'elemento di fissaggio successivo, ruotandolo per consentire la lavorazione di un altro lato. A questo punto, la sonda a contatto trova la posizione degli elementi lavorati in precedenza e imposta nuovamente gli offset. Se tale operazione non fosse svolta con la massima accuratezza, il pezzo potrebbe divenire facilmente uno scarto, ma grazie alla sonda l'operazione viene completata in pochi secondi.
Jerry Elsy spiega: "In passato ci volevano anche 1,5 ore per impostare un lavoro che richiedeva complessivamente 4,5 ore di lavorazione. Si trattava di un rapporto inaccettabile. Ora, riusciamo a eseguire le stesse impostazioni in 10 minuti, recuperando 1 ora e 20 minuti che possiamo dedicare ad attività remunerative di taglio. Se a tutto questo si uniscono l'incremento di prestazioni derivante dalle nuove macchine HAAS e l'aumento di ore lavorative, si capisce come sia stato possibile aumentare la produttività dell'850% con sole cinque macchine in più".
Investimento nella tecnologia Haas
Jerry Elsy continua: "Abbiamo acquistato le nostre prime macchine utensili 15 anni fa. Si trattava di due fresatrici verticali Bridgeport. Successivamente ci siamo dotati di un VMC Bridgeport con sonda a contatto e sonda di impostazione utensili. Abbiamo svolto ricerche accurate prima di procedere a un altro investimento e le macchine HAAS sono risultate superiori a tutte le concorrenti". Ora Sewtec dispone di 11 macchine utensili di cui 9 sono HAAS: una combinazione di modelli VF2, VF3 e VF4, più una VF9 per pezzi particolarmente grandi. "Usiamo le macchine HAAS da diversi anni e posso affermare che la loro affidabilità e il servizio di assistenza post vendita è davvero eccellente", ha detto Elsy.
Verso la completa automazione
Sewtec ha deciso di investire in sistemi per ottimizzare l'impostazione delle macchine, con l'obiettivo di arrivare al massimo grado possibile di automazione. Grazie agli importanti passi avanti in questo senso, è stato organizzato un turno di notte composto da soli 4 operatori che si occupano di 8-10 macchine, in base alle esigenze di produzione. Le tastatori pezzo e di impostazione utensili si sono rivelate indispensabili per ottenere tale risultato.
Il personale addetto alle macchine è composto da 9 programmatori specializzati che lavorano in officina, perché il 75% della programmazione viene effettuato direttamente nelle macchine. Ciò significa che quando molti pezzi vengono prodotti utilizzando processi automatizzati, il personale può risultare eccessivo e anche troppo specializzato. Tuttavia, Sewtec non ha intenzione di ridurre l'organico perché, spiega Jerry Elsy: "Trovare persone così qualificate è difficile e già in passato abbiamo avuto problemi durante le assunzioni. Sappiamo che la flessibilità offerta dai nostri programmatori è un valore aggiunto e cerchiamo di coinvolgere il nostro staff nella lavorazione del prodotto finale. Vogliamo che Sewtec sia un posto di lavoro ambito e per tale motivo cerchiamo di avere una mentalità aperta".
Sfruttare la recessione a proprio vantaggio
A differenza di quanto è accaduto a molte aziende meccaniche di stampo tradizionale, il giro di affari di Sewtec non è crollato durante la recessione e questo ha permesso all'azienda di assumere molte persone di talento che venivano licenziate da altre ditte, fra cui 3 operatori. Nonostante la nostra crescita, siamo riusciti a mantenere quella mentalità da piccola azienda che risulta molto importante per avere un approccio flessibile e adattarsi a un mercato in costante evoluzione.
Bernard Mehan ha così riassunto la situazione: "Il nostro approccio alla lavorazione ha reso le macchine CNC un elemento a basso rischio in un settore che spesso è molto rischioso. Grazie alla drastica riduzione degli scarti e all'implementazione di processi flessibili siamo in grado di fornire soluzioni complete in grado di soddisfare le esigenze di clienti vecchi e nuovi".
Informazioni su Sewtec
Sewtec è una società scozzese che in origine produceva macchine per cucire. Successivamente, con il declino dell'industria tessile, Bernard Meehan intravide la possibilità di convertire la ditta in un'azienda per la costruzione di macchine da produzione e imballaggio, per coprire l'aumento di richieste di beni di consumo. Nel 1992 Sewtec aveva 14 dipendenti, mentre oggi è passata a uno staff di 65 persone. In buona parte si tratta di tecnici specializzati e addetti all'assemblaggio che si occupano delle installazioni presso le sedi dei clienti. Sewtec svolge internamente tutti i processi di progettazione, produzione, programmazione PLC e installazione.
Quasi il 90% delle macchine viene inviato all'estero, a clienti che si occupano di produrre e imballare articoli molto vari: dolciumi, biscotti, tè e altri beni di consumo. Fino a 10 anni fa, ogni macchina era un prodotto unico, ma oggi Sewtec riceve anche ordinazioni per più macchine uguali. Un cliente ha recentemente ordinato 47 macchine della stessa tipologia: la commessa più importante mai ricevuta dall'azienda. Le aziende britanniche e internazionali vogliono avere la certezza della qualità a prescindere dal luogo in cui i beni vengono prodotti. Per tale ragione le stesse macchine vengono acquistate per poi essere installate negli stabilimenti dei paesi industrializzati e di quelli in via di sviluppo, come Cina, Russia, Polonia, Paesi Bassi, Belgio e Bulgaria.

